berhemên






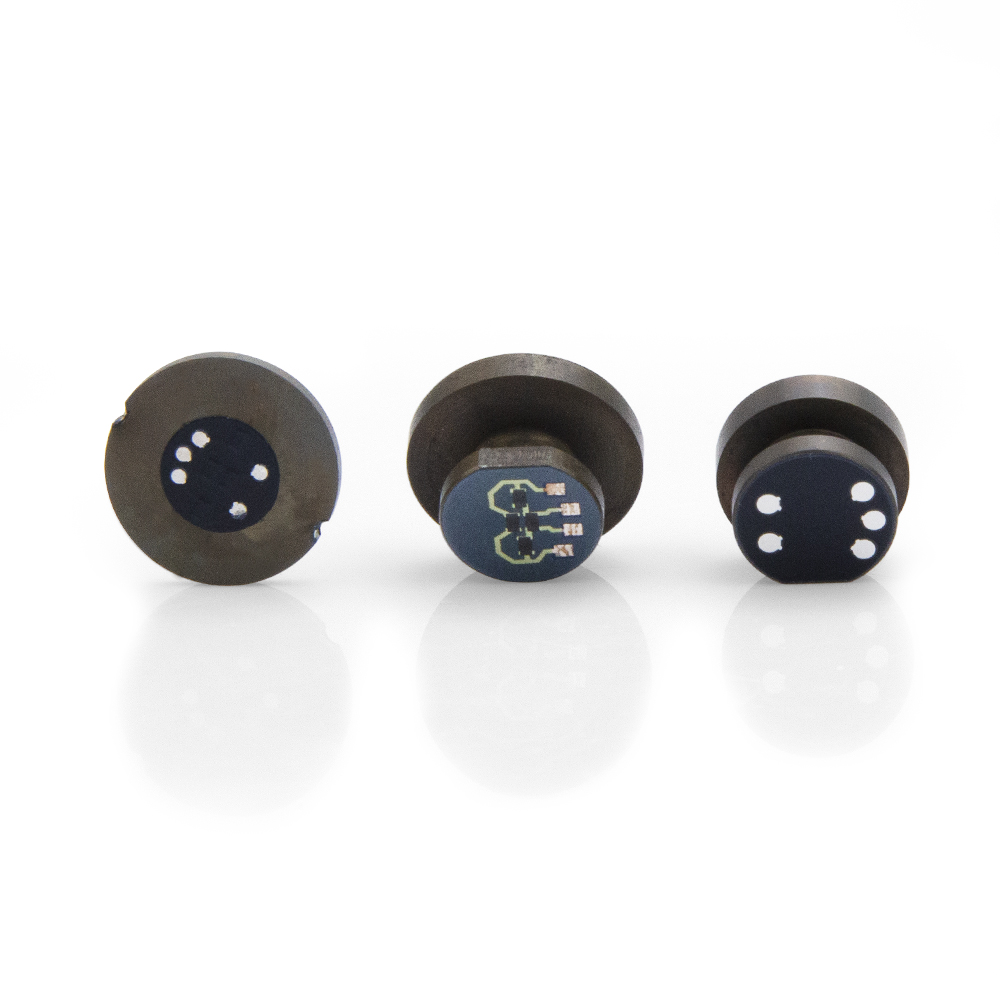
XDB101-4 Flush Diaphragma Seramîk Zext Sensor
Features
● Rêjeya Pîvandinê: -10KPa…0KPa~40KPa…50KPa.
● Mezinahî: 32*(4+X)mm.
● Pêbaweriya bilind, û vebijarkên hilberîna maqûl.
Serlêdanên Tîpîkî
● Kontrolkirina pêvajoya pîşesaziyê
● Rewşên zexta mîkro
● Pîvana zexta avî an tozê



Parametreyên Teknîkî
| Rêjeya zextê | -10KPa…0KPa~40KPa…50KPa | Mezinahî mm(difragma* bilindahî) | 32*(4+X) |
| Modela hilberê | XDB101-3 | voltaja dabînkirinê | 0-30 VDC (herî zêde) |
| Impedance rê pira | 10 KQ±30% | Hilberîna range Full | ≥2 mV/V |
| Germahiya xebitandinê | -40~+135℃ | Germahiya hilanînê | -50~+150 ℃ |
| Germahiya tezmînatê | -20~80℃ | Germahiya drift(sifir & hestiyar) | ≤±0.03% FS/℃ |
| îstîqrara demdirêj | ≤±0.2% FS/sal | Repeatability | ≤±0.2% FS |
| Zero offset | ≤±0.2 mV/V | Berxwedana insulasyonê | ≥2 KV |
| îstîqrara demdirêj-xala zero @20°C | ± 0,25% FS | Nemiya nisbî | 0~99% |
| Têkiliya rasterast bi materyalên şil re | %96 Al2O3 | Rastbûna giştî(xêz + hîsteresis) | ≤±0.3% FS |
| Zexta teqînê | Rêjeya ≥2 car (li gorî rêzê) | Zexta zêde barkirinê | 150% FS |
| Giraniya sensor | 12 g | ||

Têbînî
1. Dema ku core sensor seramîk sazkirin, girîng e ku balê li ser sazkirina suspension.Pêdivî ye ku avahî zengilek zextê ya sabît bihewîne da ku pozîsyona bingeha sensor bi sînor bike û dabeşkirina stresê jî misoger bike.Ev dibe alîkar ku meriv ji guheztinên stresê yên ku dikare ji xebatkarên cihêreng derbikeve dûr nekevin.
2. Berî welding, teftîşek dîtbarî ya pêla sensorê pêk bînin.Ger oksîdasyon li ser rûyê pelikê hebe (wê tarî bike), berî welandinê pêlê bi jêbirinê paqij bikin.Ger vê yekê nekin dibe ku bibe sedema derketina sînyala nebaş.
3. Dema welding têlên pêşeng, maseyek germkirinê bi kontrolkirina germahiyê li 140-150 derece bikar bînin.Pêdivî ye ku hesinê lêdanê bi qasî 400 pileyî were kontrol kirin.Ji bo derziya weldingê fluksa bê şuştinê ya li ser bingehê avê dikare were bikar anîn, dema ku ji bo têla welding pasteya fluksê ya paqij tê pêşniyar kirin.Pêdivî ye ku girêkên zeliqandinê sivik û bê xirbe bin.Wextê pêwendiya di navbera hesinê lêdanê û pêlê de kêm bikin, û ji 30 saniyeyan zêdetir hesinê lêdanê li ser pêla sensorê nehêlin.
4. Piştî weldingê, ger hewce be, herikîna bermayî ya di navbera xalên weldingê de bi karanîna firçeyek piçûk bi tevliheviyek ji 0,3 parên etanolê mutleq û 0,7 parên paqijkera panelê paqij bikin.Ev gav dibe alîkar ku pêşî li herikîna bermayî ji hilberîna kapasîteya parazît a ji ber şilbûnê bigire, ku dikare bandorê li rastbûna nîşana derketinê bike.
5. Li ser sensora welded vedîtina sînyala hilberanê pêk bînin, îşaretek hilberek aram peyda bikin.Ger hilkişîna daneyê çêbibe, pêdivî ye ku senzor piştî derbasbûna tespîtê ji nû ve were weld kirin û ji nû ve were berhev kirin.
6. Berî kalibrasyona senzorê ya paş-civînê, girîng e ku meriv hêmanên ku hatine berhev kirin bi stresê ve mijûl bibin da ku stresa kombûnê berî kalibrasyona sînyalê hevseng bikin.Bi gelemperî, bisiklêdana germahiya bilind û nizm dikare were bikar anîn da ku hevsengiya stresa pêkhateyê piştî pêvajoya berfirehbûn û kişandinê zûtir bike.Ev dikare bi vekirina pêkhateyan di nav rêzek germahiya -20℃ heta 80-100℃ an germahiya odeyê heya 80-100℃ de were bidestxistin.Dema îzolasyonê ya li xalên germahiya bilind û nizm divê herî kêm 4 demjimêran be da ku encamên herî baş werin misoger kirin.Ger dema însulasyonê pir kurt be, dê bandora pêvajoyê têk bibe.Germahiya pêvajoyê ya taybetî û dema însulasyonê dikare bi ceribandinê were destnîşankirin.
7. Dûr xêzkirina diafragmayê negirin da ku pêşî li zirara potansiyel a li çerxa hundurîn a bingehê sensora seramîk bigirin, ku dibe sedema performansa bêîstiqrar.
8. Di dema sazkirinê de hişyarî tevbigerin da ku pêşî li bandorên mekanîkî yên ku bi potansiyel dibe sedema xirabûna navika hestyariyê bigirin.
Ji kerema xwe not bikin ku pêşniyarên jorîn ji bo kombûna senzorê seramîk ji pêvajoyên pargîdaniya me re taybetî ne û dibe ku ne hewce be wekî standardên ji bo pêvajoyên hilberîna xerîdar re xizmet bikin.
Ordering Information